
General details
EDIHs involved
Customer

Customer size: Small (10-49)
Customer turnover: €2.6 Million
Challenges
Total Plastic Solution (TPS) is an Irish-based manufacturing SME which currently operates 28 injection moulding machines, manufacturing and validating high precision, custom moulded components for OEM and Tier 1 customers.
Having developed their own ERP system over the past 15 years, TPS has continued their digitalisation journey by integrating the capture of basic machine status parameters which are used to generate production KPI’s used by management and operators on the factory floor. However, all production data captured was at least one shift (8hrs) behind actual values. Furthermore, it was not possible to accurately quantify the cost of changeover, start-up or start-up procedure in terms of time, electricity or CO2 levels due to the lack of machine data. Considering the requirements associated with Scope 3 emission reporting to multinational customers, capturing CO2 levels is becoming a significant concern for future business continuation and expansion.
The lack of live data also resulted in delayed reporting of production causing frustration among staff and customers. It also caused difficulties in terms of maintenance of the injection moulding machines as it was difficult to track tool use and the status of individual parts which led to unplanned downtime and production delays. The lack of information on wearable parts and tool usage makes it difficult to schedule timely repairs as well as to accurately price jobs.
It was identified that capturing real-time machine data would address a myriad of inefficiencies, enable predictive maintenance of critical machine parts and provide critical information (energy usage and CO2 emissions) required for reducing, tracking, and reporting the environmental impact of production.
Solutions
 TPS has a well-established relationship with the Irish Digital Engineering and Advanced Manufacturing (IDEAM) Research Institute at TUS which is focused on the development of data driven solutions for industry. Through the FactoryXChange (FXC) EDIH, TPS has booked services from IDEAM to support various digitalisation projects.
TPS has a well-established relationship with the Irish Digital Engineering and Advanced Manufacturing (IDEAM) Research Institute at TUS which is focused on the development of data driven solutions for industry. Through the FactoryXChange (FXC) EDIH, TPS has booked services from IDEAM to support various digitalisation projects.
For the challenge of capturing and monitoring real-time machine data, a collaborative project between TPS and IDEAM was initiated to develop a technical solution. The first step was to secure Funding to Support Investment for the implementation of the project, secured through two successful open-call applications for European funding (€10,000 & €90,000). The second step was to develop the technical solution which is a condition-based monitoring system that captures live machine data and enables predictive maintenance for machine components. The system was based on a data model of the electrical operation of the injection moulding machine which monitors energy usage and status of the main electrical components. An edge data acquisition device was developed and used to capture live data from each injection moulding machine to:
-
Monitor machine status
-
Monitor energy usage of 3-phase equipment
-
Determine number of parts produced
-
Determine cycle times, efficiency and OEE in real-time
-
Analyse cost of energy and the associated CO2 footprint for each part
-
Track tool service intervals
Over time, the data collected by the edge device on several injection moulding machines was analysed using statistical and machine learning algorithms to identify thresholds and trends that reflect the operation of each machine element under optimal operational condition. A dashboard was created to display machine status and operation as well as operational KPIs such as OEE and Number of Parts made. The system has been configured to generate email alerts and notifications when thresholds are exceeded.
Results and Benefits
The application of the edge device capturing real-time data from each injection moulding has resulted in multiple benefits in relation to operational efficiency as well as environmental sustainability.
The ability to monitor the status of machine components continuously in real-time allows the system to send control signals to the machine, effectively managing equipment functions such as turning heating elements on or off as needed during start-up and configuration phases. This precise control has led to energy savings particularly during start-up phases each morning. Typically, operators would have switched on the machine hours before actual production occurred leading to wasted energy. This not only reduces energy consumption but also prevents early breakdown of the heating elements due to unnecessary usage of equipment. The real-time insights also enhanced production planning, leading to more streamlined production. With improved on-time delivery rates, customer satisfaction has increased. Additionally, information on wearable parts and tool usage was collected to improve cost calculations and quote customers more accurately which has improved profit margins.
Moreover, the system's capacity to track energy usage and machine status allowed production outages to be identified faster. Through analysis of this data, insights into operational trends can be gained and predictive maintenance opportunities identified. The project integrated the ability to track Tool Service Intervals and other critical maintenance requirements with the ERP system generating advance notifications of preventative maintenance tasks. One of the faults which was detected using the condition-based monitoring system was the identification of a loose connection at a electrical contactor. Burn marks on the contactor indicated that the connection had been loose for a long time. The intermittent delivery of power to the motor on this connection would have resulted in the burnout of the motor windings over time resulting in an unexpected interruption to production. If critical machine parts fail during production, injection moulding machines need to be shut down and cleaned out of any obstructions before any repair process. Identifying when parts need to be replaced before they fail has drastically reduced repair costs, minimised downtime, and reduced raw material waste.
By monitoring and optimising energy consumption, the system helps to make the production process more energy-efficient. Real-time data allows for the calculation of energy use per part and across different machines, highlighting which machines are the most efficient at any given time of day. This capability is not only essential for reducing operational costs but also for lowering the carbon footprint of the production process, aligning with sustainability goals and regulatory requirements. By comparing the energy usage of all machine types, it was identified that a traditional hydraulically operated machine uses 5 times more energy than a newer all electric injection moulding machine. This has resulted in production of high-volume parts being moved from the hydraulic to the electric moulding machine, thus reducing the carbon footprint of the parts produced. It has also led to the decision that any further injection moulding machine bought will be all electric as well as the planned early retirement of higher energy consuming older equipment. The ability to provide information on the carbon footprint of each produced part has positioned TPS as a preferred supplier for automotive manufacturers, which has further boosted customer satisfaction. TPS have been informed that “they are progressive in comparison to other suppliers in their ability to report CO2 at an equipment and product level, as other organisations are only just starting to understand the factory level values and most sites use excel based models”.
Perceived social/economic impact
TPS can now run their equipment more effectively and efficiently which allows them to take on more work. Over time, this will eventually result in increased productivity and revenue. In relation to increased revenue, the condition-based monitoring system has been commercialised by TPS and, since May 2024, successfully installed in three other factories monitoring production energy costs and machine performance metrics. To give an example, one manufacturer has utilised the system to monitor injection moulding machines, identifying machine configuration faults that led to significant improvements in product quality. In this case, “over clamping” of the mould was identified as the cause of product quality issues. The force used to close the mould (previously installed on a given injection moulding machine) each time a part is being produced is defined based on the material type, shape of the product, and number of cavities, among other variables. The amount of force used to close the mould has a considerable impact on the energy being consumed by the machine. By monitoring live energy use, misconfiguration of the clamping force was identified as the root cause of product burns due to higher than required pressures in the mould. Reducing the force to clamp the mould to the actual required amount eliminated the quality problems reducing scrap as well as tool maintenance issues and also reduced energy consumption. The data to identify the problem above was detected within a short period of time after installation. The rapid identification of this problem for the SME has demonstrated the value of live data in understanding machine behaviour with the result that TPS have earned a positive reputation in this area of manufacturing. This provides TPS with an additional revenue stream while transferring the know-how as well as the benefits of the technological development to the wider manufacturing community in Ireland.
Measurable data
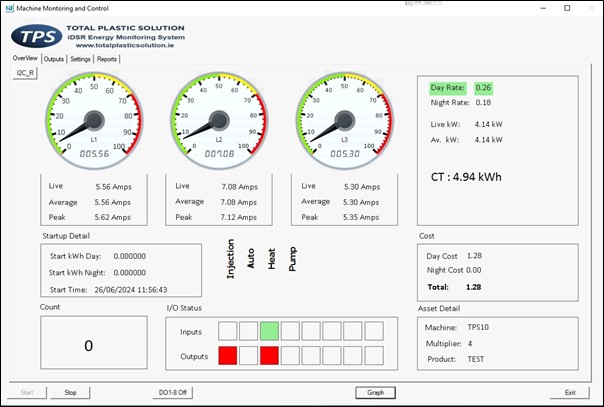
The live data captured from the injection moulding machines was analysed using statistical and machine learning algorithms to identify thresholds and trends that reflect the operation of each machine element under optimal operational condition. A dashboard was created to display machine status and operation as well as operational KPIs such as overall equipment effectiveness (OEE) and number of parts made. Once the analysis process has covered all its computation steps a report is presented with relevant production KPI’s divided into four sections: Energy, Costs, Time – OEE and Carbon Footprint.
In the case of one particular machine monitored, the report indicated the following:

In relation to energy consumption, a direct comparison was made between two injection moulding machines to determine the energy cost of production for a specific product. By comparing the energy used by each machine with the number of parts created the actual direct electrical machine cost per part was calculated. This was measured over a production run of 3 days where approx. 50,000 parts with a cycle time of approx. 20 seconds were made on each machine.
The two machines were:
-
Servo Hydraulic 60-ton machine T18
-
Standard Hydraulic 35-ton machine T10
The cost of running each machine per hour was as follows:
|
Energy cost comparison |
kWh/hr (kWh) |
Hourly production cost (€) |
Cost of Energy as a % of part cost |
|
Machine A – T18 |
2.20 |
€0.54 |
2.97% |
|
Machine B – T10 |
11.67 |
€2.88 |
15.74% |
It was found that the cost of producing the part on the T10 unit was less than 20% of the cost of producing the same part on the T18 machine. While it was expected that the 60-Ton Servo Hydraulic machine would operate efficiently due to servo clamping of the mould, it was also expected that the 35-Ton machine would consume less than it actually did. The actual difference between both was not known thus the difference in energy consumed by both was very educational and valuable for the business. The awareness of the difference in energy costs using the older technology machine will accelerate the transition to more energy efficient machines as future expansion opportunities are presented.
DMA score and results - Stage 0
TPS is at a moderately advanced stage of its digitalisation process as indicated by their digital maturity level score of 52%. This is mainly driven by the organisations’ strategic commitment to digitalisation and investment in digital technologies such as an in-house developed ERP system and the application of a barcode driven shipping system. Additionally, up-skilling and training opportunities to improve digital skills are provided to staff reflecting the organisation’s human-centric digitalisation strategy which scores at 73%. The company’s most advanced area of digitalisation is data governance which scores 85%. TPS utilises digital processes for most business functions and areas including logistics, administrative and financial processes as well as management of customer relationships. Capturing and analysing data is crucial for the organisation to inform decision-making and optimise processes. As such, the company has invested in robust cybersecurity policies and business continuity plans.
The company’s weaknesses are highlighted in the areas of digital readiness (36%) and automation & artificial intelligence (32%). While the company is on the path towards digital transformation using some mainstream digital technologies (e.g. ERP, digital shipping system), further improvements can be achieved through more targeted investment in more advanced technologies such as IoT, digital twin and artificial intelligence. The most significant area highlighted for improvement is that of green digitalisation which scores at 30% which indicates a significant opportunity to use digital technologies to enable more sustainable business operations.
DMA score and results – Stage 1
TPS’s second digital maturity assessment, which was conducted 13.5 months after the initial DMA, highlights an increase of between 2% - 6% across most levels of the organisation. The most significant increase is recorded in relation to the organisation’s human-centric digitalisation strategy which scores at 79% (+6%) and green digitalisation which records 35% (+5%). As such, the application of more advanced digital technologies, in this case the condition-based monitoring system which provides crucial information about energy usage and CO2 emissions as well as enabled the reduction of scrap/waste material caused by the forced shutdown of injection moulding machines, directly addressed the need to improve the green aspect of TPS’s production process. Additionally, TPS is currently conducting a follow-on project with the IDEAM Institute, through the FactoryXChange EDIH, to investigate the development of a ‘Digital Twin’ of the production process to further improve its production operations, green digitalisation score and sustainable business operations.
Lessons learned
It became evident that having clear and well-defined goals before starting the project and throughout its implementation is crucial. In our case, while the end goal of enhancing preventative maintenance capabilities and optimise energy usage was relatively clear, the path of how to reach the outcome could have been more structured and organised to help guide, monitor and, most importantly, document the development process more thoroughly.
In relation to this, another important lesson was the need to control scope creep. As the project progressed, there were numerous ideas and suggestions for additional features and applications. While these ideas were valuable, they often lead to time being ‘lost’ on the exploration of technical aspects that were outside of the original scope of the project. The learning was to be more consistent in terms of regular meetings and open communication to keep the project on track, monitor progress and reassess priorities to make necessary adjustments.
Other Information
A Renewable Energy (Solar PV) installation of 225kWp is planned to be installed in the second half of 2024. While this will lead to an overall reduction in CO2 emitted by TPS, this impact will now be more significant as the ability to operate production more efficiently will lead to a reduced overall energy need leading to a greater contribution by renewable energy than was possible previously.
Need support?
Consult our catalogue to locate the Eupopean Digital Innovation Hub nearest to you and accelerate your company's digital transformation.